 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Naujienos - Dongying Haorun Chemical Co.,Ltd.")
Paskambinkite mums
+86-13906474940
El. paštu
sales@tenachtyre.com

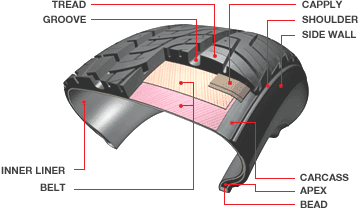
Dažni kokybės trūkumai ir jų priežastys padangų gamybos procese (1)
Dažni kokybės trūkumai ir protektoriaus spaudimo priežastys
1. Paviršiaus šiurkštumo priežastys: žema terminio rafinavimo temperatūra ir netolygus terminis valymas; Ekstruzijos temperatūra per žema; Gumos deginimas; Presavimo greitis yra per didelis, o jungties įtaiso greitis jo neatitinka.
2. Oro skylių susidarymo protektoriaus viduje priežastys: didelė drėgmė arba lakiosios medžiagos žaliavose; Netinkamas terminio apdorojimo procesas su oro įtraukimu; Ekstruzijos temperatūra per aukšta; Presavimo greitis per didelis, o klijų tiekimas nepakankamas.
3. Priežastis, kodėl protektoriaus dalies dydis ir svoris neatitinka reikalavimų, yra tai, kad ekstruzijos plokštės montavimas nėra teisingas; Burnos plokštelės deformacija; Netinkamas terminio rafinavimo temperatūros ir ekstruzijos temperatūros kontrolė; Netolygus spaudimo greitis arba netinkamas jungties įtaiso koordinavimas; Nepakankamas aušinimas po išspaudimo; Nepakankamas terminis rafinavimas.
4. Apdegimo priežastys: netinkama gumos formulė ir prastos deginimo savybės; Aukšta terminio rafinavimo ir ekstruzijos temperatūra; Mašinos galvutėje susikaupę klijai, negyvi kampai arba užsikimšęs aušinimo vanduo; Klijų tiekimas nutrūksta, o tuščias automobilis įstrigo medžiagų.
5. Kraštų lūžimo priežastys: nepakankamas terminis valymas ir mažas gumos medžiagos plastiškumas; Gumos deginimas; Maža arba užsikimšusi sieros gumos anga protektoriaus profilio krašte; Žema mašinos galvutės ir burnos plokštelės temperatūra
Ankstesnis:Išmanioji technologija, apsauganti padangas
Siųsti užklausą


X
Naudojame slapukus siekdami pasiūlyti geresnę naršymo patirtį, analizuoti svetainės srautą ir suasmeninti turinį. Naudodamiesi šia svetaine sutinkate su mūsų slapukų naudojimu.
Privatumo politika
Naujienos
 Ką apie sunkvežimių padangų specifikacijas2021/05/20
Ką apie sunkvežimių padangų specifikacijas2021/05/20Nesvarbu, ar tai sunkvežimis, ar sunkvežimis, ar automobilis, padangos dydis yra vienodas, milimetrais išreikštas skerspjūvio pločio ir plokščio santykio procentu. Pridėkite: padangos tipo kodą, ratlankio skersmenį (coliais), apkrovos indeksą (leistiną apkrovos kokybės kodą), leistiną greičio kodą.
 Koks yra 30 ir 50 krautuvų padangų slėgis?2021/05/20
Koks yra 30 ir 50 krautuvų padangų slėgis?2021/05/2030 ir 50 krautuvų padangų slėgis yra atitinkamai 0,32-0,34MPa ir 0,28-0,30MPa.